


Question for the "fillet pros."
 12-31-13, 02:06 AM
12-31-13, 02:06 AM
#1
Senior Member
Thread Starter
Join Date: Nov 2010
Location: River City, OR
Posts: 672
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 9 Post(s)
Likes: 0
Liked 1 Time
in
1 Post
Question for the "fillet pros."
It's been stated more than once that the fillet (filler thickness) should be 3 times the thickness of the tubes being joined. My question is where the "thickness" is measured. We are talking bronze brazed here.
Assuming you are joining two tubes of .9mm wall, the thickness of the filler would be less tan 1/8". Or do you combine the two tubes (1.8mm) and times the thickness times three (approx. .211")?
In either case, if the "filler" thickness is measured at it's "fattest" point it appears to be a much smaller fillet than what I see the "fillet pros" doing, assuming they provide a consistent radius at the joint.
Does this mean (assuming the 3x number is correct) we can get by with smaller fillets than we commonly see?
Assuming you are joining two tubes of .9mm wall, the thickness of the filler would be less tan 1/8". Or do you combine the two tubes (1.8mm) and times the thickness times three (approx. .211")?
In either case, if the "filler" thickness is measured at it's "fattest" point it appears to be a much smaller fillet than what I see the "fillet pros" doing, assuming they provide a consistent radius at the joint.
Does this mean (assuming the 3x number is correct) we can get by with smaller fillets than we commonly see?
 12-31-13, 09:21 AM
12-31-13, 09:21 AM
#2

Senior Member
Join Date: Feb 2012
Location: Rochester, NY
Posts: 18,066
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4197 Post(s)
Liked 3,849 Times
in
2,300 Posts
I have read of 3x and 4x as being the minimum before. I also have read the this is measured along the tube surface from the miter to the edge of the fillet OR measured through the fillet from the miter to the center of the fillet's curved outer surface (which would mean the first way to measure would be larger). But i agree, too, that most builders end up with fillets larger then either of theses measuring methods. Also I think most (I know I do) try to end up with an internal fillet in addition of the big outside one. This internal fillet insures that the miter has been fully flowed with filler, so tube to tube contact is complete.
It has been my understanding that the x3 or x4 size is driven by the strength of the filler VS the tube's strength. So if a tube is rated at 100 units of tensile strength and the filler at 33 units then the x3 size is correctly the minimal size. I believe this is why weld fillets can be so much smaller then brass ones, as the weld filler has essentially/nearly the same strength as the tube.
I'm curious what those with real knowledge have to say. Andy.
It has been my understanding that the x3 or x4 size is driven by the strength of the filler VS the tube's strength. So if a tube is rated at 100 units of tensile strength and the filler at 33 units then the x3 size is correctly the minimal size. I believe this is why weld fillets can be so much smaller then brass ones, as the weld filler has essentially/nearly the same strength as the tube.
I'm curious what those with real knowledge have to say. Andy.
12-31-13, 09:32 AM
#3

Decrepit Member

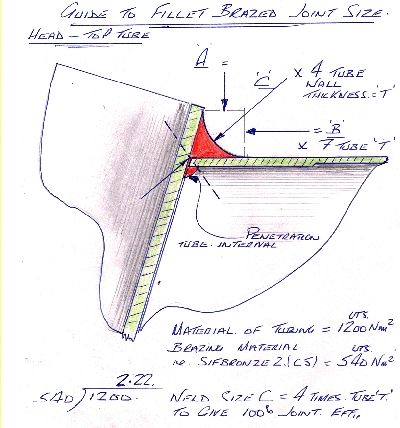
I grabbed this illustration off the web several years ago and failed to note the source, so I can't provide a credit. The 4x tubing wall thickness radius is based on the UTS of the tubing material compared to the UTS of the filler material to give the joint 100% strength parity with the tubing.

Last edited by Scooper; 12-31-13 at 09:36 AM.
12-31-13, 11:38 AM
#4
Senior Member
Join Date: Feb 2013
Posts: 66
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 0 Post(s)
Likes: 0
Liked 0 Times
in
0 Posts
It is, I believe, a rule of thumb based on the comparative tensile strengths of steel and brass. Obviously they both vary a lot, so not that useful a rule.
I've never seen a frame fail through a fillet, so it's not something I particularly worry about, I'm more concerned with getting smooth transitions for aesthetic reasons - and to reduce stress raisers.
I've never seen a frame fail through a fillet, so it's not something I particularly worry about, I'm more concerned with getting smooth transitions for aesthetic reasons - and to reduce stress raisers.
12-31-13, 12:54 PM
#5


Randomhead
Join Date: Aug 2008
Location: Happy Valley, Pennsylvania
Posts: 24,392
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 4 Post(s)
Liked 3,693 Times
in
2,515 Posts
I think anything less than 3x probably looks funny more than anything. I'm probably wrong, but I think brass is about 1/2 the strength of most steels, and if you get good penetration into the mitered area, that increases the strength more than the fillet does
01-01-14, 11:41 AM
#6
Senior Member
Join Date: Aug 2012
Location: Seattle
Posts: 507
Mentioned: 0 Post(s)
Tagged: 0 Thread(s)
Quoted: 103 Post(s)
Liked 144 Times
in
88 Posts
In addition, he said:
I'm using too much heat
I'm using wrong filler
I'm using the wrong flux
My gas pressure is too high
I'm clumsy
Other than that he's been very encouraging!
 01-01-14, 12:00 PM
01-01-14, 12:00 PM
#7
Decrepit Member
Here's an excellent Framebuilders' Collective five-part series on fillet brazing by one of the masters, Dave Kirk. Lots of illustrations.
Kirk - Fillet Brazing
Kirk - Fillet Brazing

Thread
Thread Starter
Forum
Replies
Last Post
rpenmanparker
Framebuilders
34
12-26-15 01:25 PM
