IMHO, OS Reynolds 853 (28.6 TT and ST, 31.75 DT) would work well for your application. It is air-hardening, which makes it suitable for TIG welding. At your weight, a frame made from OS 853 would be strong, stiff, and light.
From the Reynolds
853 and 631 Technical Advice:
In August 1995, we introduced the first commercially available "air-hardening" steel. Until now, this alloy has been available for aerospace and automotive use, but the Reynolds engineers found a way of overcoming the obstacles in producing tubing that could be used by frame builders at a reasonable (non-aerospace!) cost.
And in September of 1997, Reynolds introduced our 631 cold-drawn alloy tubing. It has a strength-to-weight ration equal to aluminum, coupled with a high fatigue life. Like the air-hardening 853, 631 increases in strength after frame jointing. And the 631 Ultimate Tensile Stress (UTS) rating is 115,000 to 130,000 psi before jointing. Because 631 is not heat treated, it is a cost-competitive tubeset for a wide market who loves to ride steel.
Our 853 material, when heated above 850 C (as in high-temperature brazing or normal TIG welding), does not lose strength in the welded zone. Instead the joints actually increase in strength at these critical areas, thus permitting designers to use lighter tubes for a given stress, provide a higher safety factor -- or a combination of both. The 853 tubes have a UTS rating of 200,000 psi when delivered to the frame builder, and joint UTS ratings after assembly will be significantly higher. Framebuilders will be happy to know that chainstays and seatstays are now available in Reynolds 853.
Technical Advice
From tests done on 853 by a number of major bicycle companies, the fatigue life on framesets will be appreciably higher than conventional Chrome-Mo frames, suiting competitive riders who want to ride their frames for several seasons before they upgrade. Builders can use 853 for the main triangle and the chainstays and seatstays.
The mechanical properties of Reynolds 853 can be altered to suit particular strength level requirements. Unless particularly specified the mechanical properties will be as follows:
UTS: 81-94 Tsi (180-210 Ksi, 1250-1450 MPa
Elongation: 10% Min
Hardness: 400Hv Min (40HRC Min)
After welding or high temperature brazing, U.T.S. and Hardness properties in the joints can be significantly higher than those quoted above.
Machinability
Reynolds 853 is an inherently hard material and can therefore give problems with machining unless care is taken. Where possible, tungsten carbide-tipped tools should be used, however, high speed steel is acceptable provided plenty of lubricant and a relatively slow feed rate is used. Machining or drilling of tubes in the heat-affected zone after welding or brazing is extremely difficult due to increased strength from the air hardening.
Machining in these areas after welding or brazing is not recommended.
Manipulation
Reynolds 853 is a high strength material having limited manipulation capacity in the as-supplied form. Any ovaling/flattening or cranking operations that involve significant amounts of material deformation should not be undertaken. Reynolds are able to carry out these operations prior to heat treatment if required. Minor manipulation, i.e. setting or bending to fit can be carried out in the as-supplied heat treated condition.
Welding and brazing
Reynolds 853 can be welded or brazed using conventional jointing techniques used for other chrome molybdenum tubing currently available. The only rule of welding or brazing is that the jointing operation must be carried out above 850 C (1560 F) otherwise softening of the joints may occur. Reynolds 853 tubing can be welded or brazed to other chrome molybdenum tubes without any deleterious effects.
Silver soldering or low temperature brazing of Reynolds 853 should NOT be undertaken.
Recommended welding wire: 1% or 2% Cr Rod
Recommended braze metal: Per AWS Classification RBCuZn Type
The above recommendations also apply to the fixing of frame fittings.
Tips on what you MUST do with Reynolds 853:
1. Weld or braze the material at a temperature above 850 C (1560 F).
2. Use tungsten Carbide cutting tools or high speed steel, well lubricated and with a relatively slow feed rate.
3. Allow to cool naturally away from draughts after jointing operations.
Tips on what you MUST NOT do with Reynolds 853:
1. Attempt to machine or drill in the areas of the heat affected zone after welding or brazing as these areas will be extremely hard.
2. Attempt to undertake severe manipulation of tube section in the as-supplied heat treated condition.
3. Do not joint using silver solder or other low temperature braze below 850 C (1560 F).
4. Force cooling with air, oil or water or any other medium from jointing operations.
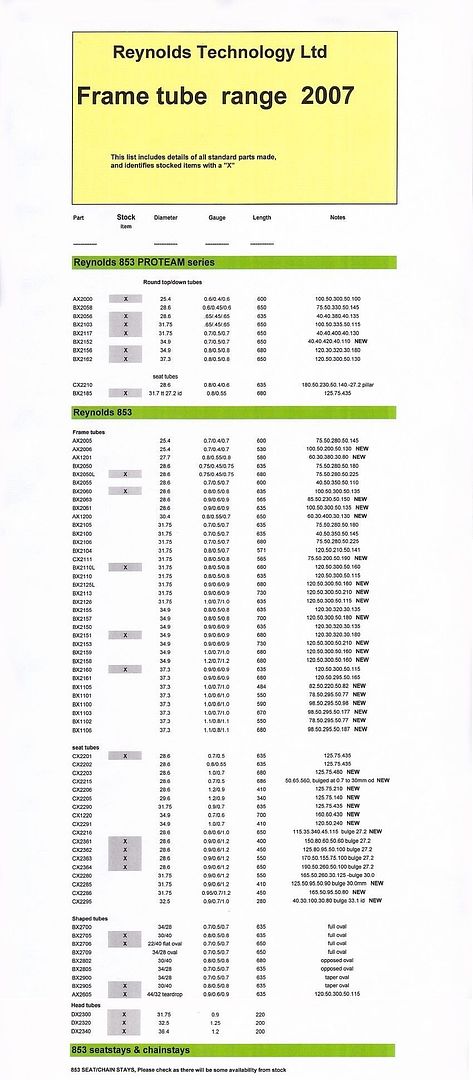
Here is the range of 853 tubing including diameters and butting: