Andy
I understand I will have to very carefully file tabs on the bosses to allow the replacement bases to fit.
Was going to drill a pilot hole first through bosses into frame (figure the base of each boss will cover those) and then wanted to tap the bolt holes to allow use of the slightly fatter bolts that rest of my shifter choices have. If I predrill the bosses the tap shouldn't bottom out.
Does this make sense??
Not really.
Of course, you might be able to use the 4.5mm bolts with a small washer to hold the larger shifters. That would be ideal - no machining.
If that won't work what does the current setup look like? Pictures with the current bosses mounted and (if they're removeable) with them removed would be useful.
I am familiar with two scenarios. One is that there are bosses welded in place and you want to enlarge the thread from M4.5 (4.5mm od x 0.75mm per thread) to M5 (5mm od x 0.8mm per thread). If so, you don't need to drill holes in the frame. There exist things called bottoming taps. Ideally you use these in association with two other taps. The first one is more tapered and gets you started, but doesn't thread all the way down. The bottoming tap has almost no taper and taps almost to the bottom of the hole. There's a tap type that is midway between the two that you use in-between the taper tap and the bottoming tap.
If the current setup has a stud from one side to the other that holds the bosses, and the whole assembly comes off, then just enlarge the frame hole a bit and swap out a new set of bosses, which should be available for your frame size.
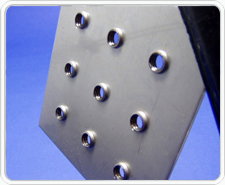
If you are planning on drilling into a modern, high strength frame and then tapping the frame, it won't work. Not anything I'd try, anyway. The alloy or steel is very strong and so is used in very thin wall sections so its too thin to hold threads. There are techniques (you drill a very small hole then indent a little nipple into the metal, and then thread the nipple). The pic below shows the ideal case of holes that are extruded and could be effectively tapped. Hard to do perfectly in a closed frame like a bike tube.
BTW, I can envision no scenario where I'd want to use a carbide grit hole so on anything remotely related to a a bicycle frame or part. That type of tool is for drilling very rough holes in ceramics. There are carbide-tipped hole saws that you might use on, say, work-hardened Reynolds 953 but that would be shop use in fabricating frames, not bike mode work. What was your intention? How are you proposing to use this?