


Frame failure. Not enough brass?
 08-28-13 | 04:29 PM
08-28-13 | 04:29 PM
#1
Thread Starter
Junior Member
Joined: Aug 2013
Posts: 5
Likes: 0
Frame failure. Not enough brass?
I rode this frame for about 2 months. Commuting, trail riding and a few dirt jump sessions. HT failed when I overshot a jump. Not enough of an overshoot for a good weld to fail. I used a MAPP torch. I think it was hot enough but I don't think there was enough brass on the joint. Any thoughts?



 08-28-13 | 05:45 PM
08-28-13 | 05:45 PM
#2


Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
Not nearly enough brass, and possibly not hot enough. Just MAPP, or Oxygen/MAPP?
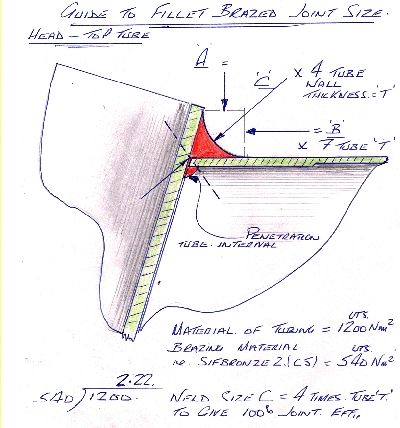
Dave Kirk's fillet brazing:

Dave Kirk's fillet brazing:

Last edited by Scooper; 08-28-13 at 05:50 PM. Reason: Dave Kirk credit
08-28-13 | 05:52 PM
#3
Thread Starter
Junior Member
Joined: Aug 2013
Posts: 5
Likes: 0
08-28-13 | 06:19 PM
#4
Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
What kind of flux did you use? Were the tubes really, really clean?
08-28-13 | 10:28 PM
#5
Randomhead
Joined: Aug 2008
Posts: 25,930
Likes: 4,825
From: Happy Valley, Pennsylvania
I'm pretty sure it was lack of heat. If you look at picture number 2 showing the head tube, there is a large portion at the top of the downtube joint that shows clean steel where there should be brass. Any joint that is strong enough to ride would have resulted in tearing the tube. You would never see clean steel where the brass had wetted out, and that spot should have wetted out.
And in general, there wasn't enough of a fillet, but that just made it so it failed faster.
with brass it's a bit of a balancing act how hot you want it before it hits the tube. If the tube isn't hot enough to wet out, it doesn't help to heat the brass to a liquid state
And in general, there wasn't enough of a fillet, but that just made it so it failed faster.
with brass it's a bit of a balancing act how hot you want it before it hits the tube. If the tube isn't hot enough to wet out, it doesn't help to heat the brass to a liquid state
Last edited by unterhausen; 08-28-13 at 10:33 PM.
08-29-13 | 02:13 AM
#6
Senior Member
Joined: Feb 2013
Posts: 66
Likes: 0
Looks like you had basically no fillet there, so very little contact area - even with perfect braze penetration, a butt joint isn't strong enough for joining tubes.
It sounds as if you didn't have enough heat and heat control there - the brass shouldn't be molten before it hits the steel, the steel should be hot enough to melt the brass on contact. I've never tried mapp gas, but I'm not sure you can get the kind of high temperature control that way to get good fillets.
It sounds as if you didn't have enough heat and heat control there - the brass shouldn't be molten before it hits the steel, the steel should be hot enough to melt the brass on contact. I've never tried mapp gas, but I'm not sure you can get the kind of high temperature control that way to get good fillets.
08-29-13 | 10:16 AM
#8
Thread Starter
Junior Member
Joined: Aug 2013
Posts: 5
Likes: 0
I think your right about the heat. Like unterhausen pointed out, there is bare steel where the brass pulled away from the HT. The tubes were hot enough to wet out but in hindsight, not consistently. The oxy/mapp works but you spend lots of time getting things hot, then you have to change oxygen cylinders, then start again. It worked for a lugged frame that I've been riding for over a year but I think I'll get a better set of oxy/acetylene before trying to fillet braze again.
 08-30-13 | 08:15 AM
08-30-13 | 08:15 AM
#10
Senior Member
Joined: Sep 2006
Posts: 201
Likes: 8
From: Bozeman MT
Bikes: Kirk
My guess is that you have a few things going on here and the big one is and inadequate use of flux..........or of using the wrong type of flux.
The blackened head tube on the inside of the joint is very telling. It looks as if there was no flux on the parts (or flux was of the wrong temp range) and if this was the case the brass would not bond properly to the base material and the strength of the joint would be seriously compromised.
Ideally you would see bare and clean metal in all the areas where you applied heat due to the cleaning action of the hot flux. This would allow the brass to properly 'wet out' on the base material and form a strong bond. Without proper flux the filler would not wet out and the bond would be very weak.
One can lay fillets without any flux at all but it requires that the base materials be very, very clean and that the person using the torch is extremely skilled. If no flux is used the heat needs to be kept as low as possible to get the filler material to flow and if it gets much hotter one can get the blackening seen in the photos.
I think that even if the fillets were larger that the results would be much the same and it would have still failed.
I hope no one was hurt and that the builder gives it another go. I would urge them to do some practice joints and work toward having no blackened base material.
I hope that helps -
Dave
The blackened head tube on the inside of the joint is very telling. It looks as if there was no flux on the parts (or flux was of the wrong temp range) and if this was the case the brass would not bond properly to the base material and the strength of the joint would be seriously compromised.
Ideally you would see bare and clean metal in all the areas where you applied heat due to the cleaning action of the hot flux. This would allow the brass to properly 'wet out' on the base material and form a strong bond. Without proper flux the filler would not wet out and the bond would be very weak.
One can lay fillets without any flux at all but it requires that the base materials be very, very clean and that the person using the torch is extremely skilled. If no flux is used the heat needs to be kept as low as possible to get the filler material to flow and if it gets much hotter one can get the blackening seen in the photos.
I think that even if the fillets were larger that the results would be much the same and it would have still failed.
I hope no one was hurt and that the builder gives it another go. I would urge them to do some practice joints and work toward having no blackened base material.
I hope that helps -
Dave
08-30-13 | 09:35 PM
#11
Randomhead
Joined: Aug 2008
Posts: 25,930
Likes: 4,825
From: Happy Valley, Pennsylvania
Thanks Dave, your posts are always appreciated. I think the black on the outside of the tubes is paint, the first picture is post-brazing and it looks pretty clean. The inside of the tubes look exactly the same though, and I suppose it's unlikely that they were painted.
08-30-13 | 11:47 PM
#12
Senior Member

Joined: Sep 2012
Posts: 1,751
Likes: 7
Ok, agree on everything already said. On the positive side, the mitering looks pretty good. That is a start in the right direction.
Would also agree that it may be time to invest in a real brazing kit... they start about $200 on Amazon for what it called a "Portable Welding Kit" which includes the 10/20 cubic foot tanks and torches with a carrying rack. Here is a starter URL - Recommend a real Victor unit...and you will see some of those at the bottom of this add for their off-brand offering:
https://www.amazon.com/Thermadyne-038...I1KGGEDECTG914
/K
On the side, it may be almost unfair to toss out some pix of "fillets by Dave"...just saying!
Would also agree that it may be time to invest in a real brazing kit... they start about $200 on Amazon for what it called a "Portable Welding Kit" which includes the 10/20 cubic foot tanks and torches with a carrying rack. Here is a starter URL - Recommend a real Victor unit...and you will see some of those at the bottom of this add for their off-brand offering:
https://www.amazon.com/Thermadyne-038...I1KGGEDECTG914
/K
On the side, it may be almost unfair to toss out some pix of "fillets by Dave"...just saying!
08-31-13 | 04:04 PM
#14
Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
 09-01-13 | 08:18 AM
09-01-13 | 08:18 AM
#15
Senior Member
Joined: Sep 2006
Posts: 201
Likes: 8
From: Bozeman MT
Bikes: Kirk
Thanks Dave, your posts are always appreciated. I think the black on the outside of the tubes is paint, the first picture is post-brazing and it looks pretty clean. The inside of the tubes look exactly the same though, and I suppose it's unlikely that they were painted.
Dave
09-02-13 | 05:15 AM
#16
Newbie
Joined: Aug 2013
Posts: 3
Likes: 0
Hi. Not a builder (looking to do some builds for some class projects) but I am a welding instructor at a local community college. Also a CWI. Looks like a heat issue. It looks from the pics that the heat wasn't even. The area of the failure shows a not hot enough adhesion. And there should be a bit of capillary action of the filler into the mitered joint and I don't see that. So uneven heating and not enough heat at the failure point. My opinion.

Thread
Thread Starter
Forum
Replies
Last Post
whiteshuffle
Classic and Vintage Bicycles: Whats it Worth? Appraisals.
9
05-30-13 02:14 PM
