Over the long MLK weekend, I was able to spend some good time in the garage. I completed the 4 forks:
Loads of flux!



I found a picture of my dimpl-o-matic in action as well:

I'm pretty pleased with the forks. I think they look good and I'm happy with the brazing. I'm still bothered by having to adjust the dropouts on a couple of them. On the last fork I did, I tacked both legs in the crown before fully brazing and that seemed to fix it.
With the forks complete, I moved on to the main tubes. I start by measuring butts and bows:

Measuring bowing in the tubes:
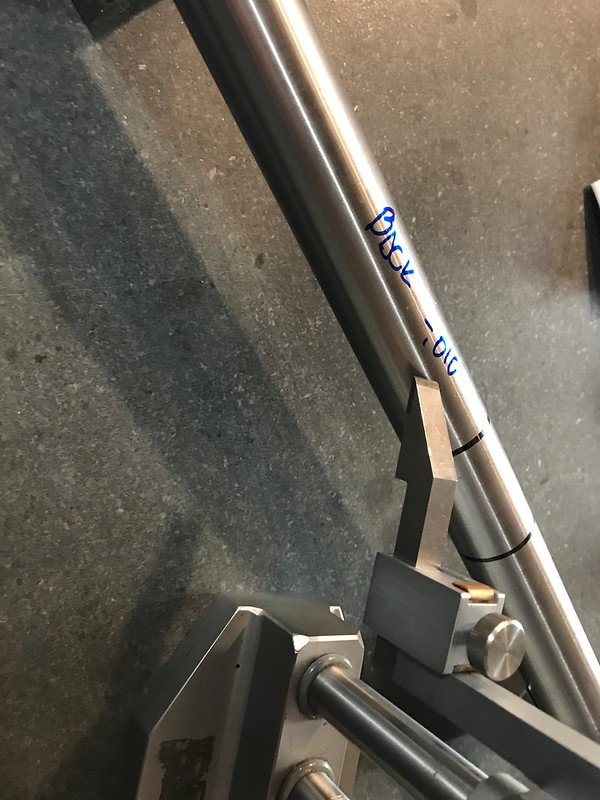
I was happy with how straight the Vari-wall tubes were. I like to mark the top of the bow as the front/top and then measure how low the bottom/back is. The tubing with the most bow measured 0.019" from top to bottom so, that's 0.0095" out.

My next step is tubing blocks and then miters on the mill. Here's my sequence for the seattube to lugged BB:
Miter the main axis. Then insert the tube to the BB, so it protrudes slightly into the shell and scribe a line where the downtube will meet the ST.

Miter it on the mill about 1-2mm back from the scribe line so that when it's brazed into place, there is a very small shelf that the DT will nestle into to increase surface area of the braze and lock those two tubes together.


Seattubes are mitered at the bottom bracket now and I picked up sleeve material from Online Metals today so, sleeves are my next step. These will have aluminum quick release seatpost clamps so, I don't have to worry about keeping the clamp boss in phase with the BB. I will when I cut the slot at the end.