


When was chrome moly first used in frames?
 03-24-13 | 04:45 PM
03-24-13 | 04:45 PM
#26


Reynolds butted CrMo (501) came along in the 80's. Prior to that CrMo was straight pipe (lugs not only join tubes but are exterior butting; Pretty much all the large manufactures started building Tig welded 501 frames as the process is much faster than lugs and some say create a stronger weld do to the short heating and cool off times, with the advantage of lighter tubing of the interior butting for medium level bicycles..
Is this your spirit guide talking again
")
You better tell him to check with Columbus, Tange, Ishiwata, Miyata, Vitus, etc.
And then have him check with Peugeot about how much 501 tubing was TiG welded...

 03-25-13 | 12:49 AM
03-25-13 | 12:49 AM
#29

Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
Accles & Pollock was making seamless cold-drawn double-butted chromium-molybdenum tubing in the early 1930s.
 03-25-13 | 09:24 AM
03-25-13 | 09:24 AM
#30
Senior Member

Joined: Nov 2004
Posts: 23,212
Likes: 3,122
Reynolds butted CrMo (501) came along in the 80's. Pretty much all the large manufactures started building Tig welded 501 frames as the process is much faster than lugs and some say create a stronger weld do to the short heating and cool off times, with the advantage of lighter tubing of the interior butting for medium level bicycles..
Likewise, the ecomonics of TIG welding itself were secondary. The prime reason for the for the adoption of TIG welding was the flexibility it provides in frame design, when not restricted by lugs. Developing lugs is very expensive and eliminating them provides great flexibility in both angles and tubing diameter and shapes.
The initial move to TIG was driven by ATBs. Originally, the slacker fangles favoured on ATBs forced many manufacturers to employ laborious and costly fillet brazing until appropriate lugs were developed. Then, in the mid 1980s, Rocky Mountain popularized the sloping top tube with their Blizzard model. The advantages of the extra crotch clearance was not lost on manufacturers and sloping top tubes became a standard ATB feature. However, rather than develop new lugs, TIG welding was employed to accommodate the non-standard angles. Manufacturers like Ritchey and Fisher also realized that, without the constraints of lugs, they could do things like laterally stiffen the bottom bracket by ovalizing the bottom of the seat tube.
Meanwhile, road bicycles primarily hung onto their lugs. The move to TIG welding on road frames occured as a result of another non-strandard design, the introduction of oversize steel tubing to increase ridgidity without increasing weight. In the very late 1980s, steel's reputation was begining to suffer at the hands of aluminum, carbon fibre and titanium, which were generally considered to be more advanced. Steel manufacturers fought back and one method was by taking the lesson learned from Kein's and Cannondale's oversized tubes. Rather than developing oversized lugs, TIG welding was employed, as most manufacturer's had experience from manufacturing ATB frames. The first major move came in 1990 with the introduction of the Diamnod Back's Expert TG and Master TG.
TIG certainly has added advantages in cost and weight but the prime motivator in its adoption was non-standard frame design, both in terms of geometry and tubing. It's outside my area of expertise but I wouldn't be at all surprised if the the original employment of TIG welding in bicycle frames dates to the late 1970s BMX explosion. Certainly, they had the rationale with their non-standard angles and gusseting. However, if so, there appears to be a rather large gap between its use there and it's adoption for ATBs and later road bicycles. Perhaps a forum member knowledgeable in BMX could enlighten us?
Last edited by T-Mar; 03-25-13 at 09:29 AM.
03-25-13 | 10:14 AM
#31

curmudgineer
Joined: Dec 2009
Posts: 4,417
Likes: 113
From: Chicago SW burbs
Bikes: 2 many 2 fit here
T-Mar, wow!
Have you ever considered writing a book on bicycle technical history, at least that to which you've had inside exposure? You seem to have the subject pretty well covered, going by your extremely knowledgable and detailed contributions to threads like this.
Have you ever considered writing a book on bicycle technical history, at least that to which you've had inside exposure? You seem to have the subject pretty well covered, going by your extremely knowledgable and detailed contributions to threads like this.
03-25-13 | 10:28 AM
#32
Senior Member
Joined: Nov 2004
Posts: 23,212
Likes: 3,122
Thxs for the compliment. The subject has been raised before. I've considered it and have a few projects which I'm considering but will probably not come to fruitioin. So far, I've been content supplying technical and historical information for other people's books and websites (both credit and uncredited) and, of course, posting here.
03-25-13 | 11:09 AM
#33
Retro Grouch
Joined: Oct 2007
Posts: 2,210
Likes: 3
From: Santa Cruz
Bikes: Yes
 03-25-13 | 11:29 AM
03-25-13 | 11:29 AM
#34

aka Tom Reingold




Joined: Jan 2009
Posts: 44,167
Likes: 6,390
From: New York, NY, and High Falls, NY, USA
Bikes: 1962 Rudge Sports, 1971 Raleigh Super Course, 1971 Raleigh Pro Track, 1974 Raleigh International, 1975 Viscount Fixie, 1982 McLean, 1996 Lemond (Ti), 2002 Burley Zydeco tandem
Good observation that cromo frames started appearing in just-above-bottom-level bikes in the 80's. However, they were about as heavy as bottom rank bikes, so the advantage seems questionable. Take something with the same strength-to-weight ratio as cheap stuff, and use the same amount of it. What's the result? I think it's something that's stronger than a cheap frame, but in general, the cheap frame was strong enough. So I think most of what it gives you is bragging rights.
T-Mar, please write a book! It's great to read this stuff.
T-Mar, please write a book! It's great to read this stuff.
__________________
Tom Reingold, tom@noglider.com
New York City and High Falls, NY
Blogs: The Experienced Cyclist; noglider's ride blog
�When man invented the bicycle he reached the peak of his attainments.� � Elizabeth West, US author
Please email me rather than PM'ing me. Thanks.
Tom Reingold, tom@noglider.com
New York City and High Falls, NY
Blogs: The Experienced Cyclist; noglider's ride blog
�When man invented the bicycle he reached the peak of his attainments.� � Elizabeth West, US author
Please email me rather than PM'ing me. Thanks.
03-25-13 | 12:07 PM
#35
Retro Grouch
Joined: Oct 2007
Posts: 2,210
Likes: 3
From: Santa Cruz
Bikes: Yes
I don't see what relationship Reynolds 501 has with the introduction of TIG welding. 501 was introduced circa 1983 and all the early 501 frames that I'm aware of were lugged, with the notable excpetion of Peugeot's internally brazed model.
Likewise, the ecomonics of TIG welding itself were secondary. The prime reason for the for the adoption of TIG welding was the flexibility it provides in frame design, when not restricted by lugs. Developing lugs is very expensive and eliminating them provides great flexibility in both angles and tubing diameter and shapes.
Likewise, the ecomonics of TIG welding itself were secondary. The prime reason for the for the adoption of TIG welding was the flexibility it provides in frame design, when not restricted by lugs. Developing lugs is very expensive and eliminating them provides great flexibility in both angles and tubing diameter and shapes.
Until now lugless racing bicycles made with high quality lightweight tubing were produced on by a few very talented craftsman and priced way beyond the budget of most riders. Once again Peugeot has been the innovator making the first lugless bicycle using Reynolds 501 chromoly tubing. The result is out lightweight and affordable PH 501.
While I am highly skeptical of catalog hype, the bike was relatively light (23 lbs with pedals) and lugless. Since 501 was Reynolds butted version of their 500 CrMo it made sense that a lugless butted frame could be made as well as a lugged frame, as the lugs work as external butting. The mistaken post was meant to say the prior to 501, "Reynolds" CrMo frames were plain gauge or "straight pipe", instead I made the blanket statement that all bike frames prior to 501 were straight pipe, which was obviously wrong; but you quoted me before I could edit that out; you are very fast!
Anyway my post should have been Peugeot specific, but it certainly resulted in a plethora of information from T-Mar; not the result I was hoping for, but it turned out not to be a total loss.
03-25-13 | 12:24 PM
#37

Sturmey Archer Hub
Joined: Aug 2005
Posts: 2,676
Likes: 1,960
From: New England
Bikes: Old Schwinns and old Raleighs
According to their own literature, Columbus started manufacturing bicycle tubing in 1919. Butted tubesets were introduced in 1930. I haven't seen any literature that specifically mentions when when they started using CrMo. I don't know if they are dancing around the issue or it's just lost in translation.
As for it's use in aircraft, it was not introduced until sometime after the war. During the Great War, most aircraft used wooden frames, with Fokker being the notable exception. They used carbon steels, typically 1010, 1015 and 1018 depending on the year and application.
As for it's use in aircraft, it was not introduced until sometime after the war. During the Great War, most aircraft used wooden frames, with Fokker being the notable exception. They used carbon steels, typically 1010, 1015 and 1018 depending on the year and application.
__________________
Classic American and British Roadsters, Utility Bikes, and Sporting Bikes (1935-1979): HERE
Classic American and British Roadsters, Utility Bikes, and Sporting Bikes (1935-1979): HERE
Last edited by SirMike1983; 03-25-13 at 12:28 PM.
03-25-13 | 12:40 PM
#38
Senior Member
Joined: Nov 2004
Posts: 23,212
Likes: 3,122
Tom, I'm going to have to respectfully disagree. Many tubing manufacturers offered seamed, butted, CrMo tubesets that used the same wall thickness and butt lengths as their seamless tubesets, resulting in comparable weights. The introductions of these seamed tubesets, in conjunction with component technology trickle down, allowed bicycle manufacturers to offer sub $300 bicycles in the mid-1980s that weighed around 25 lbs.
That's about a 3lb weight reduction with only a doubling of price over what was being offered a decade earlier. While some of it can be attributed to the components, notably the widespread adoption of aluminum rims and aluminum cotterless cranks, the deduction in frame weight is not inconsequenttial. Entry level frames with seamed, butted CrMo main tubes and hi-tensile stays were running around 5 lbs in a 23" size.
That's about a 3lb weight reduction with only a doubling of price over what was being offered a decade earlier. While some of it can be attributed to the components, notably the widespread adoption of aluminum rims and aluminum cotterless cranks, the deduction in frame weight is not inconsequenttial. Entry level frames with seamed, butted CrMo main tubes and hi-tensile stays were running around 5 lbs in a 23" size.
03-25-13 | 01:05 PM
#39
Senior Member
Joined: Nov 2004
Posts: 23,212
Likes: 3,122
Making the post Peugeot specific would not have precluded any issue, as the Peugeot PH501 was not TIG welded as you suggest. These frames were internally brazed using doughnuts of brazing material that were inserted into the ends of the mitred tubes. When heated using a ring torch, the brazing material material reflowed and some was sucked through to the outside of the tube by capillary action. The resulting joint had a large fillet on the inside with a smaller fillet on the outside. One of the major benefits of this method was that it allowed for visual inspection of joint quality. The presence of the fillet on the outside indicated the quality of the reflow via the size of the fillet and the amount and size of voids.
03-25-13 | 01:46 PM
#40
Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
Here's an illustration from an early eighties Peugeot catalog showing the type of lugless "internally brazed" joint T-Mar refers to.
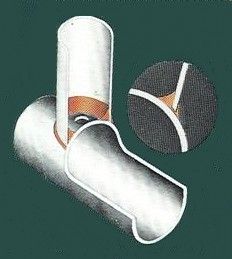

Originally Posted by 1982 Peugeot brochure
Two of our newest 12-speed bicycles, the P8 and PH10, are manufactured through a process developed exclusively by Peugeot engineers. To begin with, we make our own tubing, called “CARBOLITE 103”. This is a special, thin-walled tubing made from a composition in carbon steel unique to Peugeot. This tubing combines strength and resilience and produces the unusual durability of our bicycles. Unlike other manufacturers who simply press-cut their tubes, Peugeot uses a special milling machine to miter the ends of the tubing to exact tolerances. Finally, after the tubing is prepared, it is fitted precisely on a jig and INTERNALLY BRAZED. This process allows the tubes to be strongly joined without requiring the added support and weight of external lugs. The result is a bicycle with a clean finish, superior strength and an incredible weight of only 28 pounds.
Last edited by Scooper; 03-25-13 at 02:12 PM. Reason: added quoted text
03-25-13 | 01:55 PM
#41

Old fart
Joined: Nov 2004
Posts: 26,347
Likes: 5,252
From: Appleton WI
Bikes: Several, mostly not name brands.
From the Peugeot catalog:
Until now lugless racing bicycles made with high quality lightweight tubing were produced on by a few very talented craftsman and priced way beyond the budget of most riders. Once again Peugeot has been the innovator making the first lugless bicycle using Reynolds 501 chromoly tubing. The result is out lightweight and affordable PH 501.
While I am highly skeptical of catalog hype, the bike was relatively light (23 lbs with pedals) and lugless.
Until now lugless racing bicycles made with high quality lightweight tubing were produced on by a few very talented craftsman and priced way beyond the budget of most riders. Once again Peugeot has been the innovator making the first lugless bicycle using Reynolds 501 chromoly tubing. The result is out lightweight and affordable PH 501.
While I am highly skeptical of catalog hype, the bike was relatively light (23 lbs with pedals) and lugless.
03-25-13 | 02:17 PM
#42
Senior Member
Joined: Nov 2004
Posts: 23,212
Likes: 3,122
The protoype Junkers all-metal aircraft reportedly used frames constructed from steel angle channel and I-beams. While I've seen nothing on the alloy designation, I suspect it was similar to what Fokker was using. The production model that served in the Great War used primarily aluminum tubing for the frame and a corrugated aluminum skin, though they did use a 5mm "chrome-nickel" steel sheet on the forward fusealge for engine and crew protection. I've seen the sole surving sample which resides in the National Aviation Museum in Ottawa.
03-25-13 | 11:41 PM
#43
Retro Grouch
Joined: Oct 2007
Posts: 2,210
Likes: 3
From: Santa Cruz
Bikes: Yes
Making the post Peugeot specific would not have precluded any issue, as the Peugeot PH501 was not TIG welded as you suggest. These frames were internally brazed using doughnuts of brazing material that were inserted into the ends of the mitred tubes. When heated using a ring torch, the brazing material material reflowed and some was sucked through to the outside of the tube by capillary action. The resulting joint had a large fillet on the inside with a smaller fillet on the outside. One of the major benefits of this method was that it allowed for visual inspection of joint quality. The presence of the fillet on the outside indicated the quality of the reflow via the size of the fillet and the amount and size of voids.
03-26-13 | 08:27 AM
#44
Senior Member
Joined: Nov 2004
Posts: 23,212
Likes: 3,122
As apoint of interest, that How It's Made segment was actually filmed at a Peugeot manufacturing facility. It's the Procycle factory in Saint-Georges Quebec. Procycle had been manufacturing internally brazed Peugeot for the Canadian market since 1988, then took over the internally brazed manufacturing for the USA market in 1990. By then the process had been named DBS (Direct Brazing System). The video was made just about the time that Procycle's Peugeot license would have expired, circa 2000/2001. Consequently, the video features CCM bicycles, a brand that Procycle bought in 1983. Regardless, those are the actual manufacturing processes that would have been used to build many of the North American Peugeot.
03-26-13 | 10:31 AM
#45
Retro Grouch
Joined: Oct 2007
Posts: 2,210
Likes: 3
From: Santa Cruz
Bikes: Yes
As apoint of interest, that How It's Made segment was actually filmed at a Peugeot manufacturing facility. It's the Procycle factory in Saint-Georges Quebec. Procycle had been manufacturing internally brazed Peugeot for the Canadian market since 1988, then took over the internally brazed manufacturing for the USA market in 1990. By then the process had been named DBS (Direct Brazing System). The video was made just about the time that Procycle's Peugeot license would have expired, circa 2000/2001. Consequently, the video features CCM bicycles, a brand that Procycle bought in 1983. Regardless, those are the actual manufacturing processes that would have been used to build many of the North American Peugeot.
 03-26-13 | 11:33 AM
03-26-13 | 11:33 AM
#47

feros ferio

Joined: Jul 2000
Posts: 22,398
Likes: 1,865
From: www.ci.encinitas.ca.us
Bikes: 1959 Capo Modell Campagnolo; 1960 Capo Sieger (2); 1962 Carlton Franco Suisse; 1970 Peugeot UO-8; 1982 Bianchi Campione d'Italia; 1988 Schwinn Project KOM-10;
I am relieved this thread has not dug up the tired and misleading old debate between Columbus/CrMo and Reynolds 531/MnMo fans. (Of course my 531-tubed Capo is "soft" and my Columbus tre tubi Bianchi is "stiff," but look at the difference in frame geometry, reflecting a 20-year evolution in European road surfaces and road bicycle frame design philosophy.)
__________________
"Far and away the best prize that life offers is the chance to work hard at work worth doing." --Theodore Roosevelt
Capo: 1959 Modell Campagnolo, S/N 40324; 1960 Sieger (2), S/N 42624, 42597
Carlton: 1962 Franco Suisse, S/N K7911
Peugeot: 1970 UO-8, S/N 0010468
Bianchi: 1982 Campione d'Italia, S/N 1.M9914
Schwinn: 1988 Project KOM-10, S/N F804069
"Far and away the best prize that life offers is the chance to work hard at work worth doing." --Theodore Roosevelt
Capo: 1959 Modell Campagnolo, S/N 40324; 1960 Sieger (2), S/N 42624, 42597
Carlton: 1962 Franco Suisse, S/N K7911
Peugeot: 1970 UO-8, S/N 0010468
Bianchi: 1982 Campione d'Italia, S/N 1.M9914
Schwinn: 1988 Project KOM-10, S/N F804069
03-26-13 | 11:38 AM
#48
feros ferio
Joined: Jul 2000
Posts: 22,398
Likes: 1,865
From: www.ci.encinitas.ca.us
Bikes: 1959 Capo Modell Campagnolo; 1960 Capo Sieger (2); 1962 Carlton Franco Suisse; 1970 Peugeot UO-8; 1982 Bianchi Campione d'Italia; 1988 Schwinn Project KOM-10;
+1, back then the Japanese makers (BTW, you could get an "American Eagle" AKA Nishiki about then with the same un-named chrome-moly tubing for even less than a Fuji) were in competition to establish market share against the European marques, and offering "quality" tubing to a quality-conscious public was smart. Later on Tange was offered in a #5 tubeset which was heavy, plain-gauge tubing, but at even a lower pricepoint. ...
__________________
"Far and away the best prize that life offers is the chance to work hard at work worth doing." --Theodore Roosevelt
Capo: 1959 Modell Campagnolo, S/N 40324; 1960 Sieger (2), S/N 42624, 42597
Carlton: 1962 Franco Suisse, S/N K7911
Peugeot: 1970 UO-8, S/N 0010468
Bianchi: 1982 Campione d'Italia, S/N 1.M9914
Schwinn: 1988 Project KOM-10, S/N F804069
"Far and away the best prize that life offers is the chance to work hard at work worth doing." --Theodore Roosevelt
Capo: 1959 Modell Campagnolo, S/N 40324; 1960 Sieger (2), S/N 42624, 42597
Carlton: 1962 Franco Suisse, S/N K7911
Peugeot: 1970 UO-8, S/N 0010468
Bianchi: 1982 Campione d'Italia, S/N 1.M9914
Schwinn: 1988 Project KOM-10, S/N F804069
03-26-13 | 08:53 PM
#49
Senior Member
Joined: Aug 2010
Posts: 1,941
Likes: 271
From: south kansas america
Bikes: too many
Tom, I'm going to have to respectfully disagree. Many tubing manufacturers offered seamed, butted, CrMo tubesets that used the same wall thickness and butt lengths as their seamless tubesets, resulting in comparable weights. The introductions of these seamed tubesets, in conjunction with component technology trickle down, allowed bicycle manufacturers to offer sub $300 bicycles in the mid-1980s that weighed around 25 lbs.
That's about a 3lb weight reduction with only a doubling of price over what was being offered a decade earlier. While some of it can be attributed to the components, notably the widespread adoption of aluminum rims and aluminum cotterless cranks, the deduction in frame weight is not inconsequenttial. Entry level frames with seamed, butted CrMo main tubes and hi-tensile stays were running around 5 lbs in a 23" size.
That's about a 3lb weight reduction with only a doubling of price over what was being offered a decade earlier. While some of it can be attributed to the components, notably the widespread adoption of aluminum rims and aluminum cotterless cranks, the deduction in frame weight is not inconsequenttial. Entry level frames with seamed, butted CrMo main tubes and hi-tensile stays were running around 5 lbs in a 23" size.
Last edited by uncle uncle; 03-26-13 at 09:03 PM.