


Designing a Frame Jig - Feedback Requested
 10-31-15 | 04:20 PM
10-31-15 | 04:20 PM
#1
Thread Starter
Member
Joined: Sep 2014
Posts: 31
Likes: 0
From: Edmonton, Ab, Canada
Bikes: Comis "001" Steel Road & Comis "GravelBoy"
Designing a Frame Jig - Feedback Requested
Hey Everybody,
I built my first frame last winter and I loved it! I used a pretty horrendous set of hacked together jig from an aluminum L bracket and some maple tubing clamps. The bikes rides pretty well, but it ended up being tweaked by about 1 degree HT to ST wise and the rear dropouts aren't aligned very well. So, I want to make more frames and better! I'm thinking a nice jig might make the process of building more frames faster and more enjoyable.
Anyway, I've started to design a jig and I was hoping to hear what you guys think of the design to see if there are some flaws or omissions. I'm doing the design in Solid Works and these are screen caps. I haven't got around to putting in the hardware, or all the collars or tube blocks, but I think there is enough here to get an idea of how it will work. The extrusions are 8020 brand aluminum and the flat parts are going to be water jet cut.
The primary purpose of this jig is to build fillet brazed or lugged track, road, and touring frames. My goal is to make a jig that is inexpensive by using simple parts and versatile enough to do 48-64cm frames.
Image One
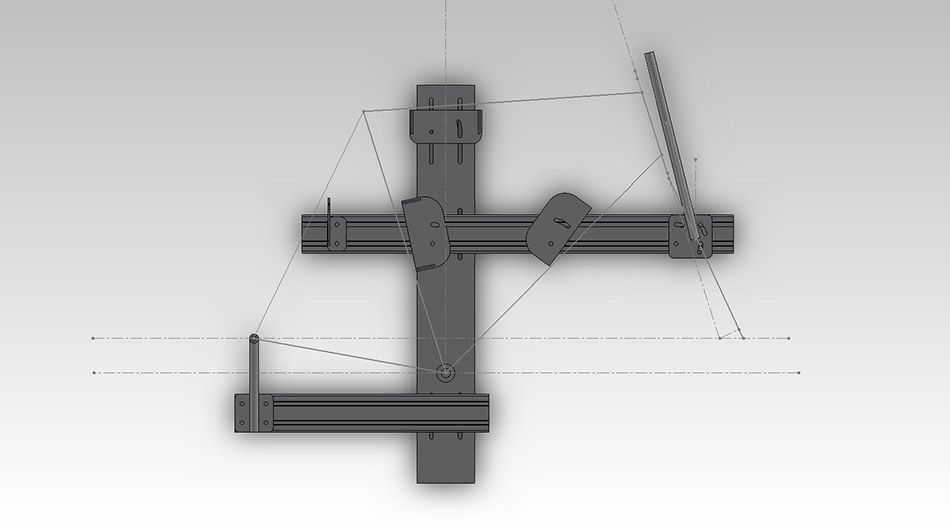
Image Two
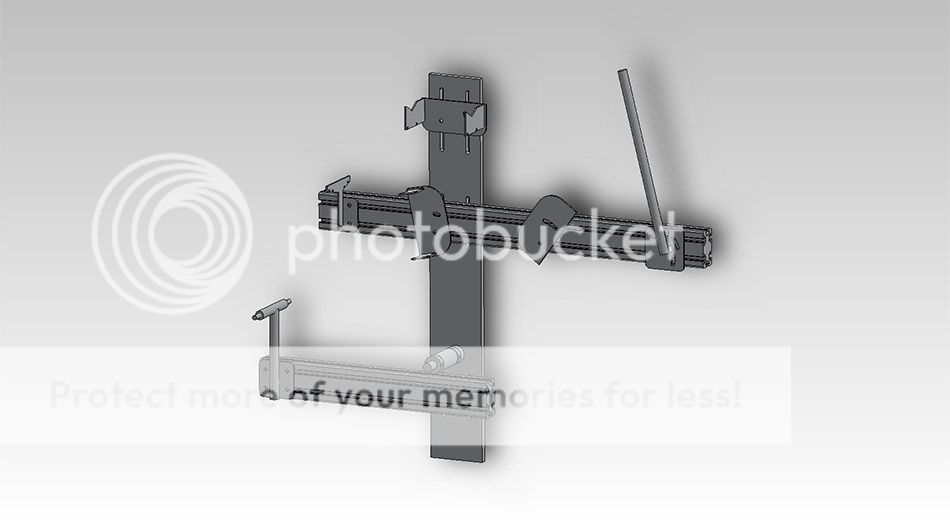
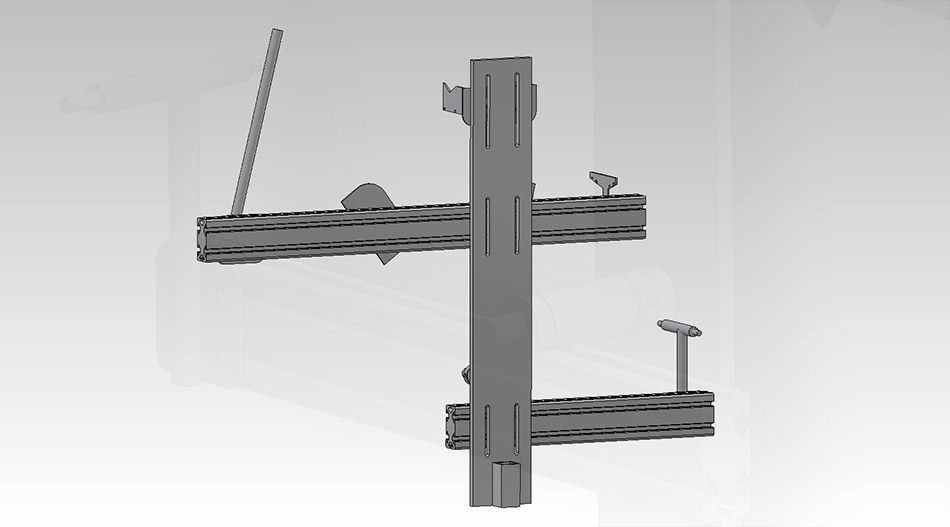
So, the general idea is similar to the henry james jig with collars securing the BB and head tube (head tube collars not pictured). The 8020 extrusions slide horizontally along their channels and then vertically in slotted holes in the main vertical plate. The HT shaft rotates on the extrusion it is mounted to with a 60-78 degree HT angle range. The tubes are supported on V blocks with wire securing them to the blocks.
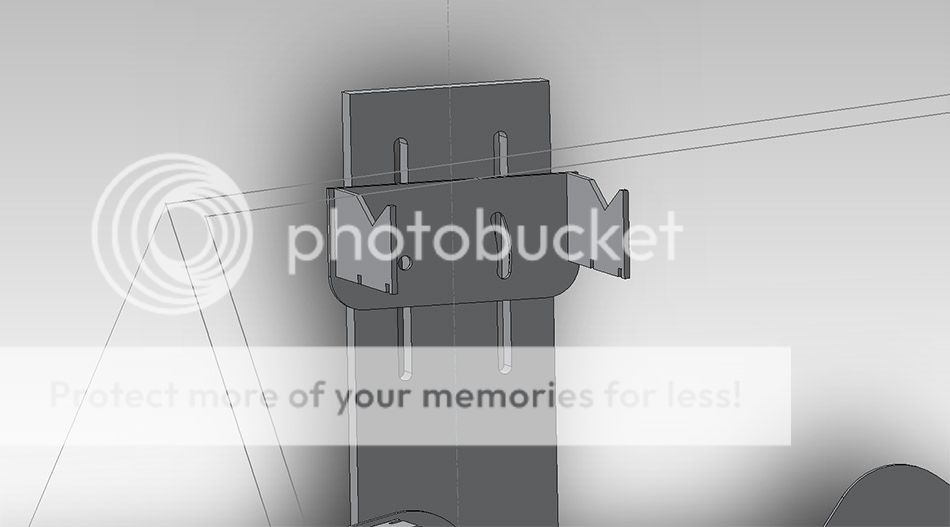
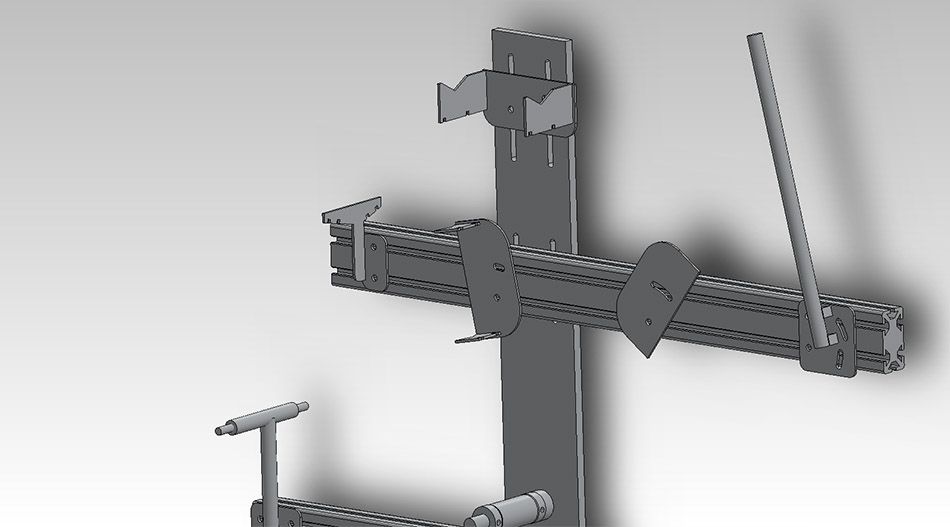
Detail of the V block type setup. The plate can slide vertically and rotate to accommodate traditional or compact geometry. I plan to wrap wire around the tube and block to hold it securely at the correct angle, but the tube will be able to shift along it's long axis: Good or bad idea?
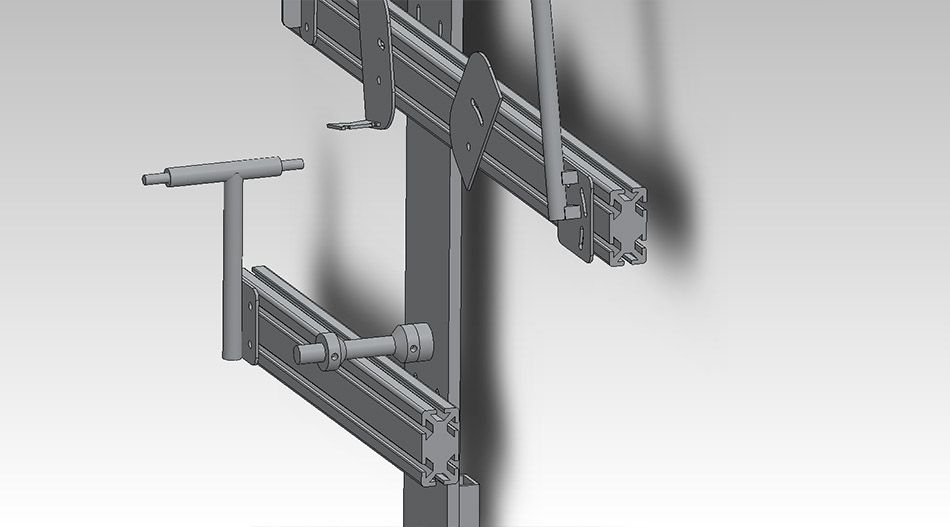
Detail of the BB mount and rear dropout holder. The BB is held in place with cones that fit around a 3/4" shaft. The cones are secured in place with one 7mm set screw: Do you guys think this will be secure enough or do the cones need to clamp onto the shaft like they do on the henry james jig? I plan to put a spacer behind the BB cones to center it along the main building plane. Alternate spacers could be used to different BB shell widths.
The rear dropout holder will have a lip for 120mm dropouts, and I plan to have spacers made for 130mm dropout spacing. I was thinking of using threaded studs coming out of the holder (threads not shown in image) and then securing the dropouts with nuts on the outside. The BB drop can be adjusted by sliding the extrusion up or down.
BB Shell mock-up in place

The rear has a 3" long section of 1.5" square tube to accommodate some sort of square tube mount. You can see the slotted holes here.
My plan is to use a T shaped rest to help position the seat stays. It can slide horizontally to accommodate different frame sizes.
Any feedback would be greatly appreciated. Remember there are a couple V blocks missing from the images, and the HT collars are not present as well. I'll post updated images as the design progresses and things will start to look pretty realistic.
Also if anyone is interested in getting a jig I will be able to get better pricing on the machined/water jet cut parts if I get more than one set built! I could put together a McMaster Carr order list to go with the machined parts if anyone is interested in building one of these jigs. I'm just wanting to do frame building as a hobby, so it would be nice to get the price down on these parts. I'm not sure how much the parts here will cost, but hopefully it will be below $1000usd. I'd be happy to share the 3D files too if anyone has a friend with a machine shop and wants to build a jig.
I built my first frame last winter and I loved it! I used a pretty horrendous set of hacked together jig from an aluminum L bracket and some maple tubing clamps. The bikes rides pretty well, but it ended up being tweaked by about 1 degree HT to ST wise and the rear dropouts aren't aligned very well. So, I want to make more frames and better! I'm thinking a nice jig might make the process of building more frames faster and more enjoyable.
Anyway, I've started to design a jig and I was hoping to hear what you guys think of the design to see if there are some flaws or omissions. I'm doing the design in Solid Works and these are screen caps. I haven't got around to putting in the hardware, or all the collars or tube blocks, but I think there is enough here to get an idea of how it will work. The extrusions are 8020 brand aluminum and the flat parts are going to be water jet cut.
The primary purpose of this jig is to build fillet brazed or lugged track, road, and touring frames. My goal is to make a jig that is inexpensive by using simple parts and versatile enough to do 48-64cm frames.
Image One

Image Two

So, the general idea is similar to the henry james jig with collars securing the BB and head tube (head tube collars not pictured). The 8020 extrusions slide horizontally along their channels and then vertically in slotted holes in the main vertical plate. The HT shaft rotates on the extrusion it is mounted to with a 60-78 degree HT angle range. The tubes are supported on V blocks with wire securing them to the blocks.
Detail of the V block type setup. The plate can slide vertically and rotate to accommodate traditional or compact geometry. I plan to wrap wire around the tube and block to hold it securely at the correct angle, but the tube will be able to shift along it's long axis: Good or bad idea?

Detail of the BB mount and rear dropout holder. The BB is held in place with cones that fit around a 3/4" shaft. The cones are secured in place with one 7mm set screw: Do you guys think this will be secure enough or do the cones need to clamp onto the shaft like they do on the henry james jig? I plan to put a spacer behind the BB cones to center it along the main building plane. Alternate spacers could be used to different BB shell widths.
The rear dropout holder will have a lip for 120mm dropouts, and I plan to have spacers made for 130mm dropout spacing. I was thinking of using threaded studs coming out of the holder (threads not shown in image) and then securing the dropouts with nuts on the outside. The BB drop can be adjusted by sliding the extrusion up or down.

BB Shell mock-up in place

The rear has a 3" long section of 1.5" square tube to accommodate some sort of square tube mount. You can see the slotted holes here.

My plan is to use a T shaped rest to help position the seat stays. It can slide horizontally to accommodate different frame sizes.

Any feedback would be greatly appreciated. Remember there are a couple V blocks missing from the images, and the HT collars are not present as well. I'll post updated images as the design progresses and things will start to look pretty realistic.
Also if anyone is interested in getting a jig I will be able to get better pricing on the machined/water jet cut parts if I get more than one set built! I could put together a McMaster Carr order list to go with the machined parts if anyone is interested in building one of these jigs. I'm just wanting to do frame building as a hobby, so it would be nice to get the price down on these parts. I'm not sure how much the parts here will cost, but hopefully it will be below $1000usd. I'd be happy to share the 3D files too if anyone has a friend with a machine shop and wants to build a jig.
 10-31-15 | 05:54 PM
10-31-15 | 05:54 PM
#2
Senior Member
Joined: Apr 2006
Posts: 720
Likes: 19
From: Tucson, AZ
Bikes: Road, mountain and track bikes and tandems.
Looks alright to me. I use a modified Bringhelli jig, and to me me it does not look all that different. I ended up building support legs that hold the jig upright and has threaded feet to get the jig flat. My jig is too heavy to put in a repair stand to hold upright . I put mine on a 48 x 22 inch rolling table 26 inches tall, to work off of. I am short.
10-31-15 | 06:04 PM
#3

Senior Member
Joined: Jul 2015
Posts: 1,616
Likes: 4
From: North East Tennessee
Bikes: Basso Luguna, Fuji Nevada
I don't think that extruded aluminum's T nuts and slots would be strong enough to resist the forces of welding tubes. I've had equipment which used that stuff before and found it to be extremely flexible.
10-31-15 | 07:08 PM
#4


Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
Tim Sanner built some jigs using similar slotted extruded aluminum pieces combined with extruded aluminum C beam and box beam backbone pieces, and they seem to work well.
Tim's post in Framebuilder's Market Place

Tim's post in Framebuilder's Market Place
 10-31-15 | 07:48 PM
10-31-15 | 07:48 PM
#5
Senior Member
Joined: Jul 2015
Posts: 1,616
Likes: 4
From: North East Tennessee
Bikes: Basso Luguna, Fuji Nevada
The picture looks much beefier than the the model did. What I've worked with was 1" x 3" extrusions with slots that would take T nuts for 1/4-20 and 10-24. It would bow and flew just from leaning against it but was spanning up to 6'. We still use it for cabinets and control panel frames. I missed the part the OP posted that it would be for brazing, don't know if that causes the tubing to pull like welding does.
10-31-15 | 09:21 PM
#6
Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
Like Brian25, I have a Bringheli jig (which I bought from Tim Sanner), and it's built like a brick outhouse. I use a beefy repair stand clamp to mount it to an engine stand, and can rotate the jig to virtually any position.


11-01-15 | 06:03 AM
#7
Senior Member

Joined: Jan 2013
Posts: 2,384
Likes: 942
From: South Jersey
This is a frame jig that I recently built for another framebuilder. The materials cost for this was about $650. The manual machining time was significantly more than that, but your labor is free if you're building it for yourself.

The biggest problem I see with your design is the extrusions mounted to the spine. You need some way to key them to the spine, so they don't tilt out of alignment when you loosen the bolts to slide the extrusion. As soon as you loosen those bolts, that extrusion is going to tilt and it will be a pain to square it up and hold it there while trying to tighten the bolts. You could fasten a square plate on either side of the spine to keep it square with the spine.
How thick is the plate for the spine? is that 3/4" aluminum? I would go up to 1" for something that is responsible for keeping those long extrusions aligned.
Your tube supports should work fine and the single set screw in the bottom bracket cones should work fine also.
The biggest problem I see with your design is the extrusions mounted to the spine. You need some way to key them to the spine, so they don't tilt out of alignment when you loosen the bolts to slide the extrusion. As soon as you loosen those bolts, that extrusion is going to tilt and it will be a pain to square it up and hold it there while trying to tighten the bolts. You could fasten a square plate on either side of the spine to keep it square with the spine.
How thick is the plate for the spine? is that 3/4" aluminum? I would go up to 1" for something that is responsible for keeping those long extrusions aligned.
Your tube supports should work fine and the single set screw in the bottom bracket cones should work fine also.
11-03-15 | 08:34 PM
#8
Thread Starter
Member
Joined: Sep 2014
Posts: 31
Likes: 0
From: Edmonton, Ab, Canada
Bikes: Comis "001" Steel Road & Comis "GravelBoy"
Thanks for all the feedback everybody. It is very helpful!
dsaul: I was thinking the plate for the spine would be 1/2" steel. What material are the cones on the jig you built made from?
I'm going to add some alignment blocks to the keep the extrusions square to the main vertical plate.
dsaul: I was thinking the plate for the spine would be 1/2" steel. What material are the cones on the jig you built made from?
I'm going to add some alignment blocks to the keep the extrusions square to the main vertical plate.
11-04-15 | 11:39 PM
#10
Senior Member
Joined: Jul 2011
Posts: 2,441
Likes: 4
I think there are two basic things you need to look at with a jig, one is how you will work on it, and what it is for. One can make a jig that looks jig like, but if it doesn't do anything, what is the point. You can't really look at the architecture of the jig and say, great, if one doesn't know the build sequence, and what the jig will specifically do.
The other thing is how do you lay out on the jig. Ok, you have all these parts, which is the base line and how do you adjust the parts relative to each other. It's easy to have a finished frame and fit it in the jig, but what is your first point you set, and how do you work from it.
I have had a number of jigs. Eventually I got an Anvil. That jig is referenced off the headset end of the ST. One of the things I was looking for on the Anvil was a jig that could work like a drawing, so I could just dial everything in, and sorta look at it, and say, there is my frame. I was really disappointed when I got it and discovered, it couldn't be set unless one had some frame parts in it. Despite all the lucid scales, and all that Jazz, it wasn't really what I expected or wanted, and it wasn't big enough. Of course Don is a genius, he know exactly what he is doing, and what I perceived as disasters, I don't use it, were totally consistent with the build formula that he uses, which is very clever. So much so I have never heard it discussed, in tens of thousands of posts.
But my point is, what is ground zero on your jig, can you actually reference anything off of it. What is the build formula, and how does this jig support it. And possibly where is the seat tube end fitting. Building a jig is fine, building a useful jig is a lot harder. Quite a few people I have bumped into don't actually use their Anvil jigs, and it is because even that wonderful jig can be a miss, if you don't really do some serious thinking.
The other thing is how do you lay out on the jig. Ok, you have all these parts, which is the base line and how do you adjust the parts relative to each other. It's easy to have a finished frame and fit it in the jig, but what is your first point you set, and how do you work from it.
I have had a number of jigs. Eventually I got an Anvil. That jig is referenced off the headset end of the ST. One of the things I was looking for on the Anvil was a jig that could work like a drawing, so I could just dial everything in, and sorta look at it, and say, there is my frame. I was really disappointed when I got it and discovered, it couldn't be set unless one had some frame parts in it. Despite all the lucid scales, and all that Jazz, it wasn't really what I expected or wanted, and it wasn't big enough. Of course Don is a genius, he know exactly what he is doing, and what I perceived as disasters, I don't use it, were totally consistent with the build formula that he uses, which is very clever. So much so I have never heard it discussed, in tens of thousands of posts.
But my point is, what is ground zero on your jig, can you actually reference anything off of it. What is the build formula, and how does this jig support it. And possibly where is the seat tube end fitting. Building a jig is fine, building a useful jig is a lot harder. Quite a few people I have bumped into don't actually use their Anvil jigs, and it is because even that wonderful jig can be a miss, if you don't really do some serious thinking.
11-04-15 | 11:49 PM
#11
Senior Member
Joined: Jul 2011
Posts: 2,441
Likes: 4
So one of the basic issues with a jig for torch work is how you are going to position the whole assembly for brazing. You don't even show the load take off, or the universal joint type rotator. Also that huge main beam looks really in the way of your BB, and you will be doing more work there than anywhere else. With that kind of structure, you need a lot of stand off so the frame isn't jammed against the jig, that just hugely increases the scale the jig needs to have to be solid. If you are just tacking or pinning in the jig, it becomes a whole other issue. One of my earlier jigs was just a mill table with some fittings, the main purpose of which was just to allow me to fixture the BB to the chainstays, or the seat tube. the rest of the work was done outside the jig, but it was bank vault solid for those processes.
11-05-15 | 09:13 AM
#12
Senior Member

Joined: Feb 2012
Posts: 19,353
Likes: 5,471
From: Rochester, NY
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Jigs aren't meant to resist the above forces. The welder/brazer's technique and use of a surface plate is what makes the frame straight. Andy.
11-05-15 | 02:28 PM
#13
Senior Member
Joined: Jul 2015
Posts: 1,616
Likes: 4
From: North East Tennessee
Bikes: Basso Luguna, Fuji Nevada
How true will a frame be straight out of the jig? Will they be completely finished before they come out of a jig or would a frame be just tacked in the jig and completed afterwards?
11-05-15 | 03:13 PM
#14
Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
I just tack the frame in the jig, then fully braze each joint in a work stand sequentially, aligning the frame on an alignment table after each joint is brazed. The work stand lets me position the work in free space so that the joint is accessible from any direction.
11-05-15 | 05:29 PM
#15
Senior Member
Joined: Feb 2012
Posts: 19,353
Likes: 5,471
From: Rochester, NY
Bikes: Stewart S&S coupled sport tourer, Stewart Sunday light, Stewart Commuting, Stewart Touring, Co Motion Tandem, Stewart 3-Spd, Stewart Track, Fuji Finest, Mongoose Tomac ATB, GT Bravado ATB, JCP Folder, Stewart 650B ATB
Stan tells of a very common process and much like what I do. The jig is really only to maintain the geometric alignment. Planar alignment is handled by the builder's skill with a torch and a surface plate as needed. Andy.
11-05-15 | 06:38 PM
#16
Senior Member
Joined: Jul 2015
Posts: 1,616
Likes: 4
From: North East Tennessee
Bikes: Basso Luguna, Fuji Nevada
[MENTION=391685]Andrew R[/MENTION] Stewart and [MENTION=38510]Scooper[/MENTION]
I've been around a lot of stuff being built with welded tubing but bicycle frames and brazing aren't in that group. Thanks for the information clarification. When I was young I would go to a shop that also built frames but these were TIG welded BMX bikes. As I remember those were completely welded in a jig and even left to cool but I've only even seen brazing done a couple of times. I'll make it a point to look for some frame building of brazed road frames videos and have a better understanding next time.
I've been around a lot of stuff being built with welded tubing but bicycle frames and brazing aren't in that group. Thanks for the information clarification. When I was young I would go to a shop that also built frames but these were TIG welded BMX bikes. As I remember those were completely welded in a jig and even left to cool but I've only even seen brazing done a couple of times. I'll make it a point to look for some frame building of brazed road frames videos and have a better understanding next time.
11-05-15 | 07:26 PM
#17
Decrepit Member
Joined: Aug 2005
Posts: 10,488
Likes: 92
From: Santa Rosa, California
Bikes: Waterford 953 RS-22, several Paramounts
The problem with brazing (or welding) the whole frame in the jig without cold setting frame alignment as each joint is finished is that the heat from brazing/welding inevitably causes some deformation resulting in cumulative stresses that are built into the frame. These stresses can eventually lead to frame failures.
Framebuilder Carl Strong describes the fabrication process on his website:
Fabrication | Strong Frames
Framebuilder Carl Strong describes the fabrication process on his website:
Fabrication | Strong Frames
11-05-15 | 08:54 PM
#18
Senior Member
Joined: Jul 2015
Posts: 1,616
Likes: 4
From: North East Tennessee
Bikes: Basso Luguna, Fuji Nevada
[MENTION=38510]Scooper[/MENTION]
I had a similar for an engine stand. Mine was always in the way so I built me a table to slide into the frame and have a portable welding table. I still have to engine mount for when I have to rebuild an engine but I've pretty much given up on any working at home now.


I had a similar for an engine stand. Mine was always in the way so I built me a table to slide into the frame and have a portable welding table. I still have to engine mount for when I have to rebuild an engine but I've pretty much given up on any working at home now.

 11-23-15 | 12:59 AM
11-23-15 | 12:59 AM
#19
Senior Member
Joined: Sep 2012
Posts: 1,751
Likes: 7
OP; Nice bit of design work is obvious in your efforts. I enjoyed reviewed them.
However, on the side have you considered just using a flat table jig to do your tacking stage. Fairly easy and cheap to pick up a slab of granite or marble or silstone or similar stone from a store that sells kitchen counter tops and fashion a few standoffs to put the center-lines of the pipes at the right height and alignment. Current stone counter-tops are 3 cm thick so they have enough heat ignoring capacity to do the job and not get in the way. Just make sure to run a good 1 meter machinist rule across the surface from different angles to make sure it is very flat (most are now days) before choosing the one. Note that a good flat table jib also comes with a free alignment table since you aren't per say trying to solve 3D accuracy, just 2D. FWIW and YMMV. /K
However, on the side have you considered just using a flat table jig to do your tacking stage. Fairly easy and cheap to pick up a slab of granite or marble or silstone or similar stone from a store that sells kitchen counter tops and fashion a few standoffs to put the center-lines of the pipes at the right height and alignment. Current stone counter-tops are 3 cm thick so they have enough heat ignoring capacity to do the job and not get in the way. Just make sure to run a good 1 meter machinist rule across the surface from different angles to make sure it is very flat (most are now days) before choosing the one. Note that a good flat table jib also comes with a free alignment table since you aren't per say trying to solve 3D accuracy, just 2D. FWIW and YMMV. /K

