


your favorite trackends
 02-12-08 | 05:12 PM
02-12-08 | 05:12 PM
#1
Thread Starter
Senior Member
Joined: Jan 2005
Posts: 285
Likes: 0
your favorite trackends
so i am gunna have a bunch of trackends watercut out of 4130 and i was wondering whats everyones favorite looking trackends. i like the pacenti ones as well as a few others. but any crazy custom stuff or photos of bikes you like? i want to see what your opinions are . gunna do some of my own work but im not afraid to use a cool idea. post photos please!


 02-12-08 | 05:39 PM
02-12-08 | 05:39 PM
#4
"this is not suck"
Joined: Feb 2008
Posts: 387
Likes: 3
your joking right?
some of the MOST intricate 2D machining I have EVER seen was cut on a water jet.
I like the paul track ends with the trick adjuster thingies, but dood, if yer makin a bunch don't forget to post HOW WE LOW LIFES CAN GET A PAIR
mm,kay?
some of the MOST intricate 2D machining I have EVER seen was cut on a water jet.
I like the paul track ends with the trick adjuster thingies, but dood, if yer makin a bunch don't forget to post HOW WE LOW LIFES CAN GET A PAIR
mm,kay?


 02-12-08 | 05:52 PM
02-12-08 | 05:52 PM
#8
shoot up or shut up.

Joined: Nov 2003
Posts: 1,961
Likes: 0
From: colorado springs, co
Bikes: yes please.
thanks for playing.
02-12-08 | 05:55 PM
#9

Senior Member
Joined: Aug 2006
Posts: 1,891
Likes: 0
From: New York
Bikes: Makino (have the parts; not yet built), EAI Barekuckle, Unknown Japanese fixed conversion, Centurion Dave Scott Ironman road bike (frame), Secret project bike, 2007 Trek Madone 5.2, Cannondale Caad3 mountain bike
Not these I hope. They're probably the ugliest ends I've seen.
(but I'm not denying the usefulness of the axle keepers, though)
(but I'm not denying the usefulness of the axle keepers, though)
02-12-08 | 06:00 PM
#10

Frozen in carbonite
Joined: Oct 2004
Posts: 805
Likes: 0
From: Ottawa
Bikes: '85 Full Cycle Cycle.
Yeah, those are the one's I like. They look thin but still strong and functional. With that said, I've never had a frame that had them.
The complete opposite would have to be the Surly SS ends. The huge lip over the top that the stays are welded to is a pain to get a wrench underneath.
The complete opposite would have to be the Surly SS ends. The huge lip over the top that the stays are welded to is a pain to get a wrench underneath.
02-12-08 | 06:03 PM
#12

It's an old photo
Joined: Aug 2006
Posts: 774
Likes: 0
From: Entropia
Bikes: Cannondale R500, Specialized Hardrock
Paragon Machine works track ends with derailleur hanger on DS and bottle opener on NDS. Nice, relieved and can get them in Steel or Titanium (maybe aluminum?) and pretty cheap.
I'm also partial to ends with removable clamping faces like those found on the Pista Concept. A real sharp way to keep your paint from getting dinged.
Water jets are cute and all, but unless you need a real tight radius, I don't see the point. And like others have said, they're not so great on 1/4" thick steel.
I'm also partial to ends with removable clamping faces like those found on the Pista Concept. A real sharp way to keep your paint from getting dinged.
Water jets are cute and all, but unless you need a real tight radius, I don't see the point. And like others have said, they're not so great on 1/4" thick steel.
02-12-08 | 06:11 PM
#16
"this is not suck"
Joined: Feb 2008
Posts: 387
Likes: 3
hmmm... i'm a machinist. in my shop, our tolerances typically need to be +0.00" -.005", which is tight for a forge die, but i am setting my tools down to the 0.0001", for utmost precision. i program my toolpaths to have a .0001" to .0005" scallop height for the cavities. everything we've outsourced to a waterjet place certainly gets the job done for what we need it for, but thick cuts look wavy at the bottom of the cut due to the kerf. to cut anything thick and precise requires a 5 axis head to control the kerf... but still it is no match for a mill.
thanks for playing.
thanks for playing.
)so your saying the bottom edge of a waterjet cut is kerf'd? (yes I know what a kerf is) and wavy? I never saw that on parts we did, but then we never really cut anything thicker than 0.500 (I work as a fabricator)
and isn't +/-0.005 kinda close tolerance for a dropout? (fork end)? human hair=0.004
not trying to be a smart ass, you obviously know way more than me, just trying to confirm what you said.
(oh and I still want a pair of the track ends
)
02-12-08 | 07:03 PM
#18
shoot up or shut up.
Joined: Nov 2003
Posts: 1,961
Likes: 0
From: colorado springs, co
Bikes: yes please.
thacher,
did you get a quote on the jetted dropouts? i'd wager just buying some pre made ones would be cheaper in most instances. if you HAVE to have your design, perhaps get some quotes at local machine shops in your town.
i wonder if the shimano track ends are still made? they are so simple and really handsome, imo.
my friend danny just took the frame class at ubi. he brazed a geared 29. was he in your class?
those are sweet.
we've had some .625" to 1.5" thick steel plates cut and the results weren't too precise... but we didn't need it to be for what we were doing to it later...
what i mean about the kerf making the cut wavy, is that as the kerf (the waterjet's shape for those who don't know what a kerf is) was moving through the material, by the time the water made it through the bottom of the material, the jet's head a little further along in the cut. in a sense, not a fully rigid cutting axis. the problem was worse in tight radii. they have these new waterjets with a 5 axis head that can make adjustments to compensate for it. i'm sure machine hours on one of those would not be cheap, and still not worth it, in my opinion. unless maybe i need to see more waterjet stufffz.
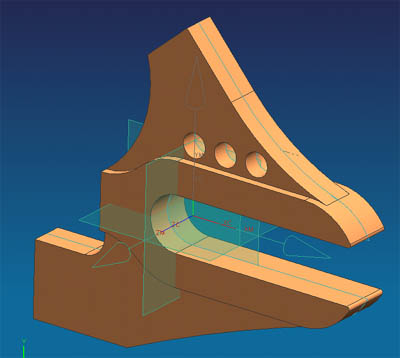
the screenshot is of the cad model i made of ground up dropouts. eric has had them made by several local shops before, but they've all moved, closed, etc. so i'm taking it on, starting this month. i'm looking forward to it, but i still have a lot of computer time before chips can fly. +/.005 is definitely fine for dropouts... paint clearance.
did you get a quote on the jetted dropouts? i'd wager just buying some pre made ones would be cheaper in most instances. if you HAVE to have your design, perhaps get some quotes at local machine shops in your town.
i wonder if the shimano track ends are still made? they are so simple and really handsome, imo.
my friend danny just took the frame class at ubi. he brazed a geared 29. was he in your class?
Originally Posted by Soil_Sampler
Surly/Sub11
of COURSE I make a comment based on what I've seen and I get a certified machinist, ok you win. (and why aren't YOU making track ends? )
so your saying the bottom edge of a waterjet cut is kerf'd? (yes I know what a kerf is) and wavy? I never saw that on parts we did, but then we never really cut anything thicker than 0.500 (I work as a fabricator)
)so your saying the bottom edge of a waterjet cut is kerf'd? (yes I know what a kerf is) and wavy? I never saw that on parts we did, but then we never really cut anything thicker than 0.500 (I work as a fabricator)
what i mean about the kerf making the cut wavy, is that as the kerf (the waterjet's shape for those who don't know what a kerf is) was moving through the material, by the time the water made it through the bottom of the material, the jet's head a little further along in the cut. in a sense, not a fully rigid cutting axis. the problem was worse in tight radii. they have these new waterjets with a 5 axis head that can make adjustments to compensate for it. i'm sure machine hours on one of those would not be cheap, and still not worth it, in my opinion. unless maybe i need to see more waterjet stufffz.
the screenshot is of the cad model i made of ground up dropouts. eric has had them made by several local shops before, but they've all moved, closed, etc. so i'm taking it on, starting this month. i'm looking forward to it, but i still have a lot of computer time before chips can fly. +/.005 is definitely fine for dropouts... paint clearance.
02-12-08 | 07:28 PM
#19
Senior Member
Joined: Sep 2007
Posts: 428
Likes: 0
From: Colorado Springs, CO
Get them cut with a wire EDM machine. It will cost you way more, but they come out of the machine with an almost mirror finish.
Don't actually do this, it's a waste of money. Unless you want to cut them out of carbide. EDM is kick ass though.
Don't actually do this, it's a waste of money. Unless you want to cut them out of carbide. EDM is kick ass though.


 02-12-08 | 07:39 PM
02-12-08 | 07:39 PM
#21
Thread Starter
Senior Member
Joined: Jan 2005
Posts: 285
Likes: 0
thacher,
did you get a quote on the jetted dropouts? i'd wager just buying some pre made ones would be cheaper in most instances. if you HAVE to have your design, perhaps get some quotes at local machine shops in your town.
i wonder if the shimano track ends are still made? they are so simple and really handsome, imo.
my friend danny just took the frame class at ubi. he brazed a geared 29. was he in your class?
those are sweet.
we've had some .625" to 1.5" thick steel plates cut and the results weren't too precise... but we didn't need it to be for what we were doing to it later...
what i mean about the kerf making the cut wavy, is that as the kerf (the waterjet's shape for those who don't know what a kerf is) was moving through the material, by the time the water made it through the bottom of the material, the jet's head a little further along in the cut. in a sense, not a fully rigid cutting axis. the problem was worse in tight radii. they have these new waterjets with a 5 axis head that can make adjustments to compensate for it. i'm sure machine hours on one of those would not be cheap, and still not worth it, in my opinion. unless maybe i need to see more waterjet stufffz.
the screenshot is of the cad model i made of ground up dropouts. eric has had them made by several local shops before, but they've all moved, closed, etc. so i'm taking it on, starting this month. i'm looking forward to it, but i still have a lot of computer time before chips can fly. +/.005 is definitely fine for dropouts... paint clearance.
did you get a quote on the jetted dropouts? i'd wager just buying some pre made ones would be cheaper in most instances. if you HAVE to have your design, perhaps get some quotes at local machine shops in your town.
i wonder if the shimano track ends are still made? they are so simple and really handsome, imo.
my friend danny just took the frame class at ubi. he brazed a geared 29. was he in your class?
those are sweet.
we've had some .625" to 1.5" thick steel plates cut and the results weren't too precise... but we didn't need it to be for what we were doing to it later...
what i mean about the kerf making the cut wavy, is that as the kerf (the waterjet's shape for those who don't know what a kerf is) was moving through the material, by the time the water made it through the bottom of the material, the jet's head a little further along in the cut. in a sense, not a fully rigid cutting axis. the problem was worse in tight radii. they have these new waterjets with a 5 axis head that can make adjustments to compensate for it. i'm sure machine hours on one of those would not be cheap, and still not worth it, in my opinion. unless maybe i need to see more waterjet stufffz.
the screenshot is of the cad model i made of ground up dropouts. eric has had them made by several local shops before, but they've all moved, closed, etc. so i'm taking it on, starting this month. i'm looking forward to it, but i still have a lot of computer time before chips can fly. +/.005 is definitely fine for dropouts... paint clearance.
02-12-08 | 07:49 PM
#23

or tarckeemoon, depending
Joined: Dec 2005
Posts: 7,017
Likes: 2
From: the pesto of cities
Bikes: Davidson Impulse, Merckx Titanium AX, Bruce Gordon Rock & Road, Cross Check custom build, On-One Il Pomino, Shawver Cycles cross, Zion 737, Mercian Vincitore, Brompton S1L, Charge Juicer
My faves are classic British-style long track ends as seen on this Claud Butler.

02-12-08 | 07:59 PM
#25
shoot up or shut up.
Joined: Nov 2003
Posts: 1,961
Likes: 0
From: colorado springs, co
Bikes: yes please.
 do you already have equipment? if you still need stuff, that custom dropout money could sure buy a lot of decent tools. just sayin'.
do you already have equipment? if you still need stuff, that custom dropout money could sure buy a lot of decent tools. just sayin'.